Call us: +64 9 426 4095
“We should have bought this equipment one year ago!” [Customer – Belgium]
Vacmobiles simplify and improve vacuum bagging processes such as resin infusion. Here’s how…
For infusion type processes the critical factors in regard to vacuum are:![]()
1. Avoiding air leakage into the laminate
2. Being able to easily verify that there is no air leakage into the mold or bag prior to infusion
3. Achieving maximum air and vapor removal from the part prior to infusion
4. Avoiding porosity caused by water and solvent vapors
5. Maintaining a controlled level of vacuum until the resin has gained acceptable strength
6. Achieving the foregoing in a productive and cost effective manner.
The first factor is a function of the choice of materials, molding system and laminator skill. Through attending to details such the long term leak tightness of joints, ease of control and system size reduction and mobility (allowing Vacmobiles to be placed physically close to parts), using Vacmobiles optimizes the remaining factors. The benefits delivered by Vacmobiles are:
- Better vacuum in the laminate (because the potential for vacuum leaks is much reduced and tube lengths are shorter)
- Faster and more reliable leak testing (drop testing)
- Simple control process right at the point of use
- Zero risk of work in another part of the plant causing a loss of vacuum (because Vacmobiles are intended to be applied to one part at a time and not shared across multiple parts)
- Less capital cost than a permanently piped system of equivalent performance
- Less energy usage than a permanently piped system of equivalent performance
- Much more flexibility of use. Very easily relocated at negligible cost if needs change.
Please see diagram below for a more detailed explanation of the key benefits of using Vacmobiles.
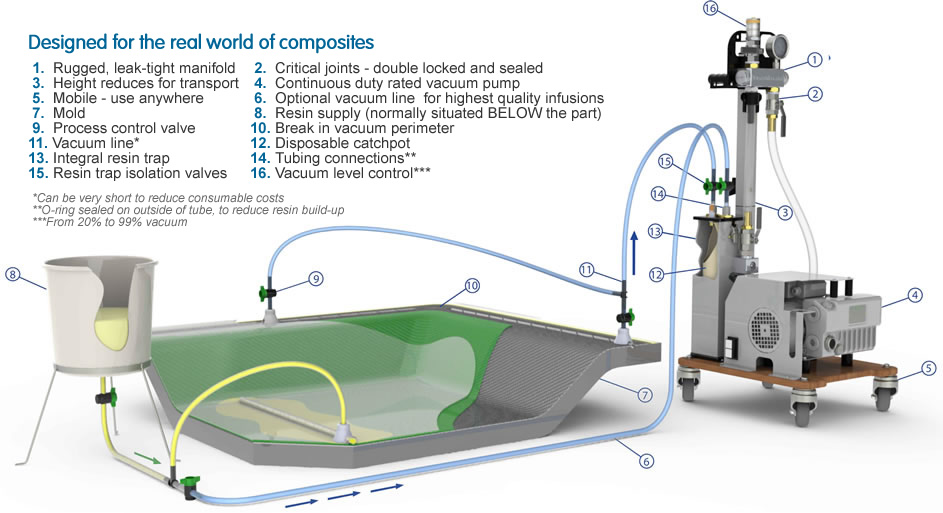
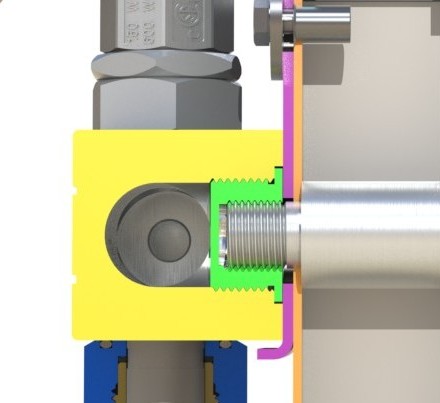
Vacmobile O-ring sealed vacuum tubing connections (gland fittings) do not restrict resin flow into the resin trap
Most other resin trap connections require the vacuum tube from the laminate to be fitted over a male hose tail. As a result, resin entering the trap builds up on/inside the hose tail, blocking the hose tail when the resin gels.
In contrast, Vacmobile connection glands are O-ring sealed on the outside of the tube. Furthermore, the completely open end of the
vacuum tube terminates below the underside of the lid of the resin trap.
Resin exiting from the vacuum tube drips without restriction directly into the waiting catchpot.
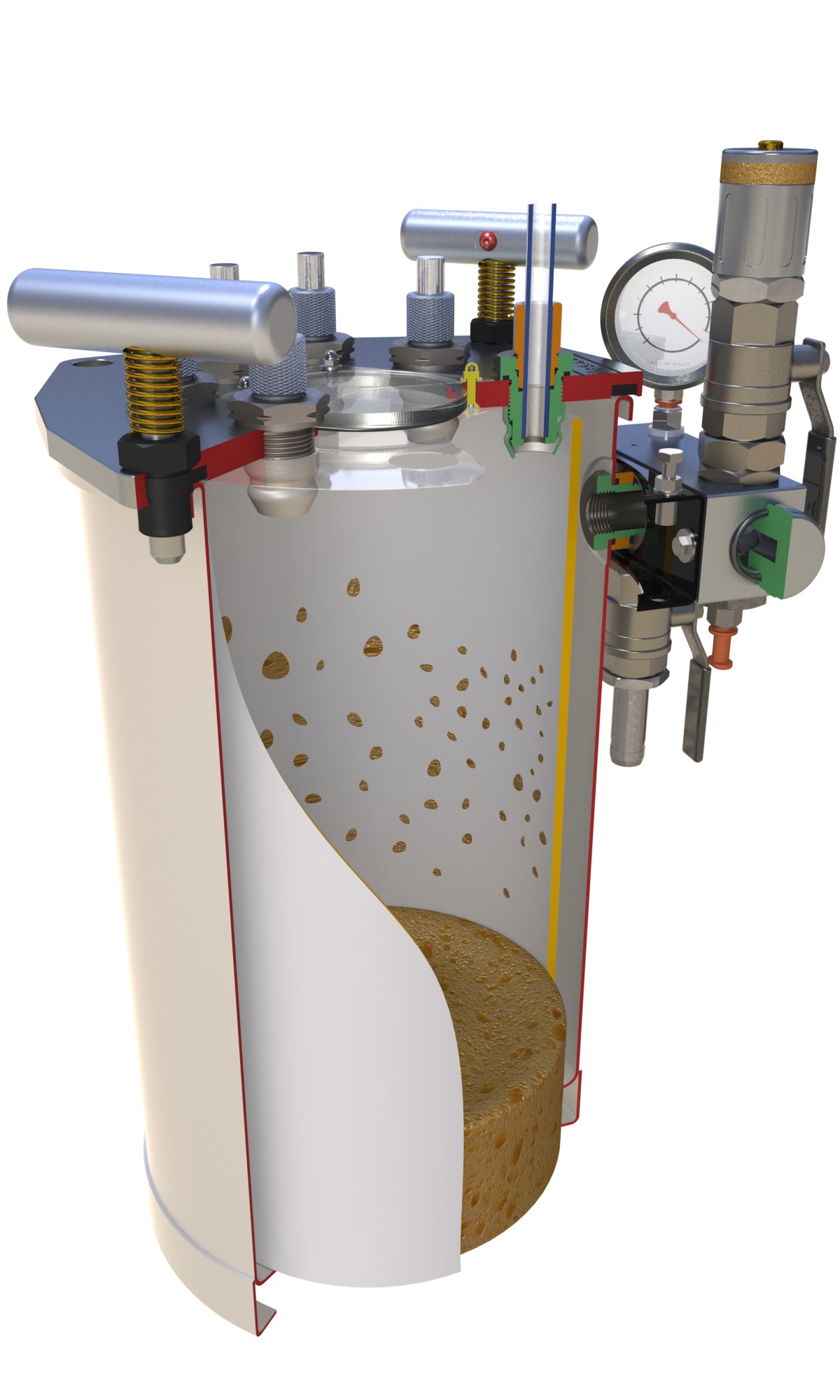
Remarkably effective resin trap lid connections
As one delighted Vacmobile user remarked …
“The system of putting tubes in the resin trap works fantastic. You don’t need to drill them out and the resin falls directly into the catchpot. We should have bought this equipment one year ago!”
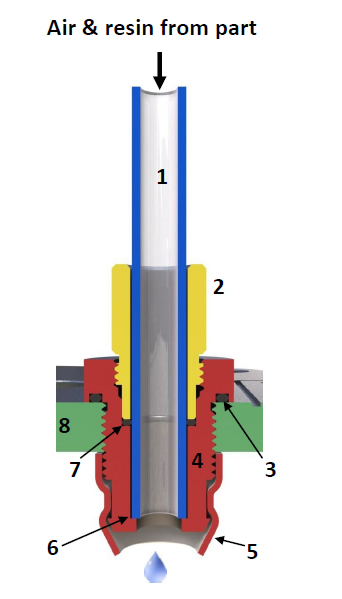
- Extruded translucent vacuum tubing (usually polyethylene)
- Machined aluminium gland nut. Approximately ¼ turn to loosen and ¼ turn to tighten. Does not need to be completely undone for tube entry or removal. Supports tube to maintain tube shape at the O-ring seal (7).
- Viton gland body to trap lid O-ring seal
- Machined steel gland body
- Silicone rubber anti-spatter tube. Directs resin down into the disposable catchpot for no mess cleaning
- Vacuum tube terminates at an external stop below resin trap lid. Note how the tube exit is completely open for unobstructed resin exit
- Tubing gland O-ring seal. Seals on outside of tube, well above the tube exit. Provides a quick and reliable mastic-free seal.
- Trap lid
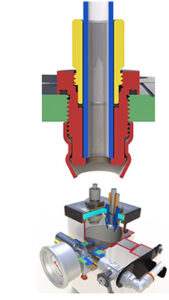
Manifold mechanically locked to main handle upright (Vacmobile 20/2 machine)
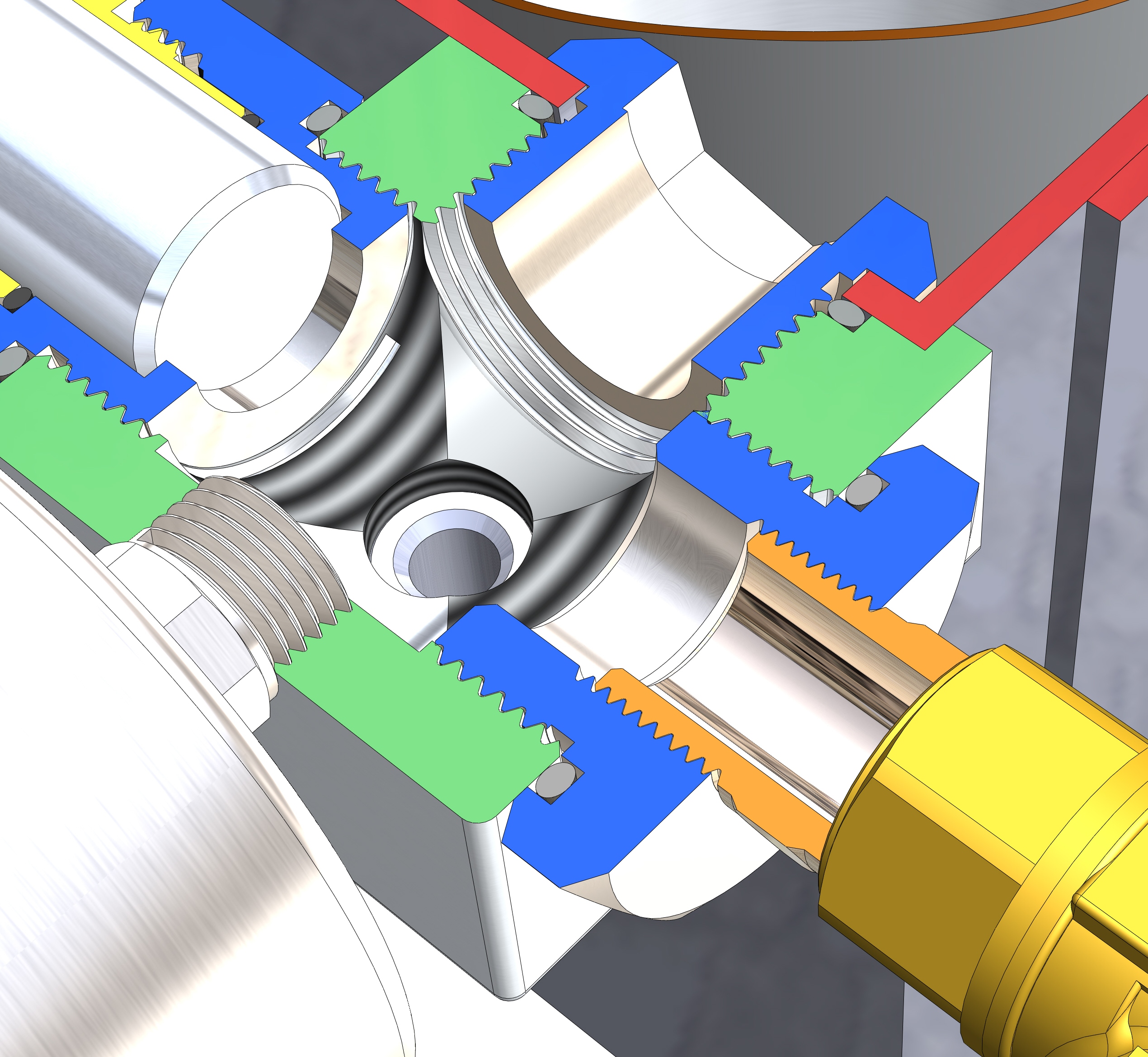
Manifold mechanically locked to resin trap body (Vacmobile MICRO 8/2 machine)
Vacmobiles can easily be checked for leak-tightness by the laminator
As noted above, a critical preliminary step in the resin infusion process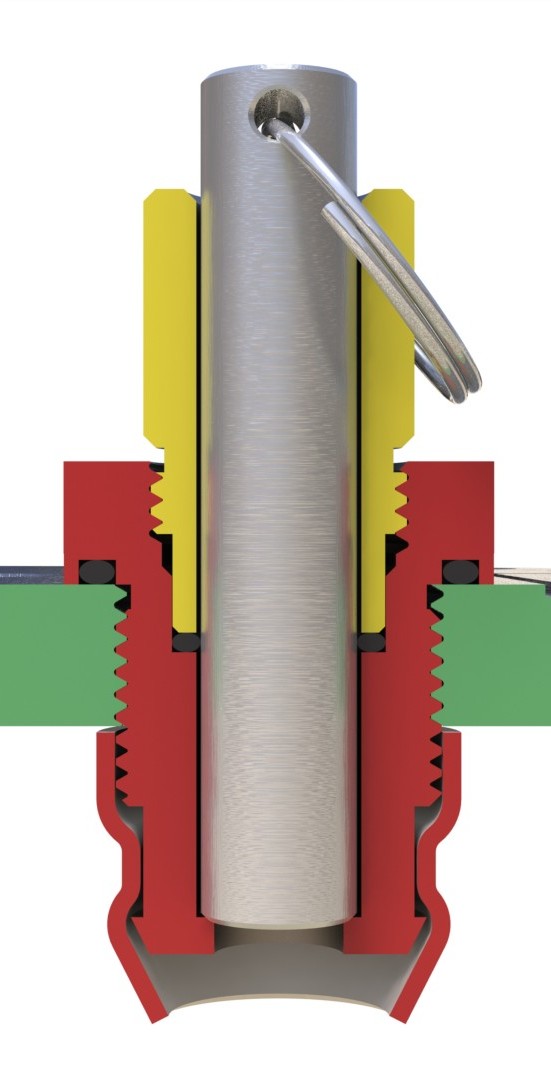 is a drop test to confirm that there is no air leakage into the laminate.
is a drop test to confirm that there is no air leakage into the laminate.
The simple way to perform a drop test is to check the reading of a vacuum gauge or an absolute pressure gauge connected to the resin trap. However, observing the vacuum leakage rate at the resin trap is only meaningful if the resin trap itself is known to be leak tight. With a Vacmobile, checking the vacuum tightness of the resin trap is simple. All you do is temporarily fit blanking plugs into the O-ring sealed tubing glands on the resin trap lid, evacuate the trap, close the valve to the vacuum pump and watch the gauge.
Once the trap has been checked in this way, you can remove the test plugs and fit the vacuum tubing from the part, knowing that the O-ring seal inside a Vacmobile connection gland will seal reliably to the extruded vacuum tubing typically used for resin infusion. If the resin trap has been pre-tested with blanking plugs in the tubing connections, the subsequent drop test will accurately indicate the leak tightness of the part and the tubing from the part to the resin trap.