To obtain the reasonably high vacuum level required for the resin infusion process it is normal to use a single stage oil flooded, rotary vane vacuum pump with an integral oil mist separator. This type of pump is a moderate cost means of achieving vacuum levels
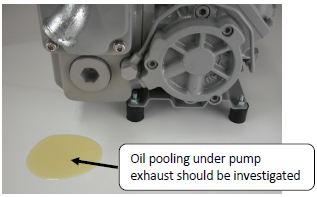
in the 98% – 99% vacuum region (20 mbar to 10 mbar of absolute pressure). In operation, the oil sealed vacuum pump continuously recirculates a volume of oil. If this type of pump is operating within its allowable operating range (which will vary from model to model and from one manufacturer to another) this pump should discharge very little visible oil from the exhaust port of the pump. An occasional drip should not be cause for concern, especially if there is a downwards pointing elbow fitted to the exhaust port of the pump. However, a more sizable spill, as pictured below, should be investigated.
Why does oil discharge from the pump’s exhaust port?
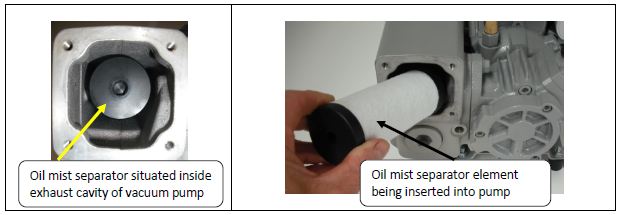
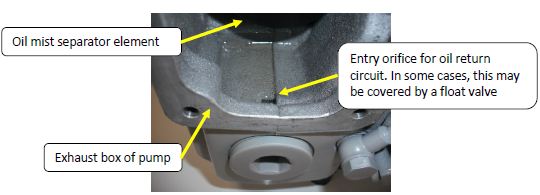
As well as lubricating the moving parts, the oil is used to seal the fine clearances in the pump. This additional function requires the oil to be circulated at a high rate to ensure a “wedge” of oil is formed ahead of critical moving surfaces such as the rubbing edges of the vanes. While this high speed movement of oil is excellent for stopping air leakage inside the pump, the turbulent oil flow creates an oil mist on the exhaust side of the pump. To prevent discharge of the oil mist, a very fine filter – called an oil mist separator, or exhaust filter – is fitted inside the exhaust cavity of the pump. The oil mist separator typically looks like this:
How does the oil mist separator work and what problems can it cause?
The oil mist separator element is made from a fibrous material that becomes “wet” in the presence of oil molecules and encourages them to coalesce into larger droplets of oil. The great majority (but not all) of the oil molecules entering the material are converted back into liquid oil which is discharged from the outer surface as droplets. It is important to note that the oil mist separator element does not stop oil mist passing through it – what it does do is convert it into more manageable droplets. A correctly functioning oil mist separator will not be dry on the outside. It will look oily and it will probably have droplets of oil on its outer surface. This is normal and an oil mist separator should not be replaced because it looks oily on the outside.
With extended use, the oil mist separator will become clogged with contaminants. This will restrict the flow of air through the oil mist separator and increase the back pressure against the pump. The higher pressure will increase the work done by the pump and the motor and cause overheating. Severe contamination may cause the oil mist separator to rupture, leading to a rapid discharge of oil from the pump and possible seizure of the pump. Oil mist separator elements should be replaced before they get this bad! Please refer to the pump maker’s service instructions for replacement details.
We noted earlier that not all of the oil molecules are coalesced in the oil mist separator material. The occasional “rogue” molecule may pass through without coalescing with other oil molecules. The end result is that a very small percentage of oil molecules will be discharged from the pump exhaust. Normally, the number is so small that they will not be of any consequence, but you may notice a slightly oily smell from the pump and some may condense on the colder surfaces outside the pump, especially inside the exhaust elbow if one is fitted. Hence the occasional oil drip below the pump exhaust is not necessarily a concern, especially if the pump has to move a lot of air when pumping down a large bag. If more than about 1 drip per hour, there is likely to be a problem that should be attended to, as discussed in the next section.
Possible causes of oil discharge from the exhaust port of the pump
Excessive oil discharge from the exhaust is likely to be caused by one or more of the following:
- Oil level too high. THIS SHOULD BE THE FIRST CHECK! When the pump is stopped, make sure the oil level in the sight glass is below the MAX mark on the pump. If the maximum allowable oil level is not obvious, keep the oil level below about ¾ level on the sight glass.
- Exhaust oil mist separator element damaged or overloaded with contaminants from the oil and no longer functioning. The life of the element will vary depending on the amount of contamination, but around 2,000 operating hours is a typical life span in clean operating conditions with regular oil changes.
- Exhaust oil mist separator not sealing correctly into its housing in the exhaust cavity. Check the seal on the end of the separator element and try retightening the element. If a screw-in element, do not apply excessive force, as this may rupture the element. A typical tightening torque is 15 N.m, 1.5 kg.m or 11 ft.lb.
- Pump running for an extended period of time outside of its allowable continuous operating range. (Ask the pump supplier what this is.)
- Blocked oil return from the exhaust cavity.
We will now look at causes 4 and 5 in more detail.
How is the oil that collects outside the oil mist separator returned to the pump?
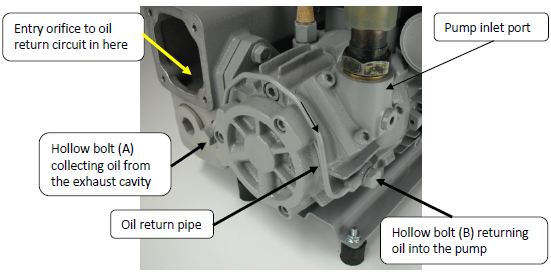
As noted earlier, liquid oil droplets form on the outside of the oil mist separator. These somehow need to be returned back to the pump; otherwise the oil would eventually overflow from the exhaust. The collected oil is normally delivered back into the pump via an oil return circuit, which can either be an external pipe, or drillings within the pump castings. Although each pump manufacturer’s approach may look unique, the method used is essentially the same for all makes of oil flooded rotary vane pumps. Basically, the method is to make use of the pressure difference between where the oil collects below the oil mist separator and some point of lower pressure inside the pump, for example the pump inlet. On a PVR EM/B series vacuum pump, which we often use in our systems, the oil return starts in a cavity below the oil mist separator, as pictured below:
If oil does not return fast enough through this oil return circuit, it will be for one of two reasons:
a) The rate of oil discharge from the oil mist separator element is too much for the oil return circuit to cope with
b) There is a blockage in the oil return circuit.
Condition a) can occur if the oil level in the pump is too high (see earlier remark). It can also occur if the vacuum level at hollow bolt B persists for an extended period at a level insufficient to draw the oil from the exhaust cavity. This limiting vacuum level can vary widely from one pump model to another (even from the same manufacturer). If you experience oil overflow problems, it is well worth checking to see what the allowable continuous vacuum range is for your particular pump model. For some pumps there may be no limitation at all and they can run indefinitely from no vacuum to full vacuum. Others may be limited to continuous operation between 85% vacuum to maximum vacuum. This vacuum limitation can be important when pumping down large vacuum bags, which may also have large air leaks to begin with. If you use a vacuum-sensitive pump in this condition, it will probably overflow oil every time you pump down a large bag. If affected by this problem, it is often possible to modify the pump into a less vacuum-sensitive form. Discuss the possibility with your pump supplier.
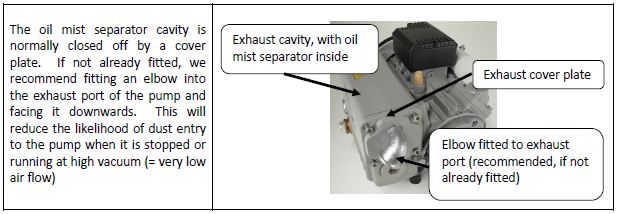
A blockage in the oil return circuit – Condition b) – can occur if dust or debris gets into the exhaust cavity. This is why we suggest fitting a downward pointing elbow at the exhaust port and recommend care when cleaning the exhaust region of the pump.
Possible technique for confirming a blocked oil return circuit
If you have access to an absolute pressure gauge it is often possible to confirm that a pump has a blocked oil return circuit, as the pump’s vacuum level will usually improve when the oil return line blocks. For example, if a pump normally which achieves a best absolute pressure of 20 mbar starts discharging oil from the exhaust and also achieves a best absolute pressure of 2 mbar, there is almost certainly a blockage in the oil return line. This improvement in vacuum can occur because the oil return line often acts as a small air leak into the pump. If the line blocks, the air leakage is stopped and the vacuum improves.
Clearing a blocked oil return circuit
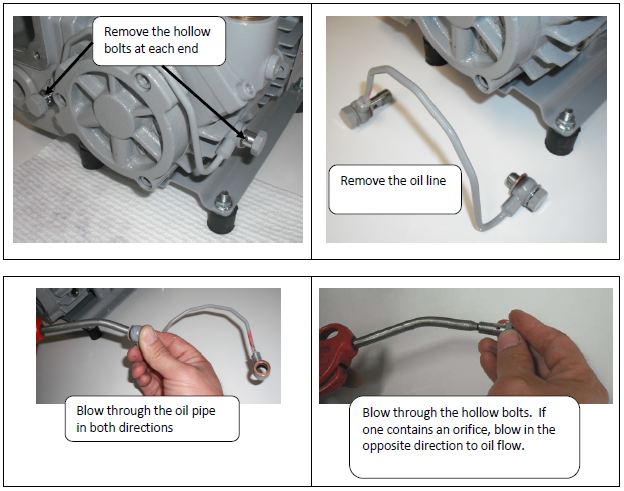
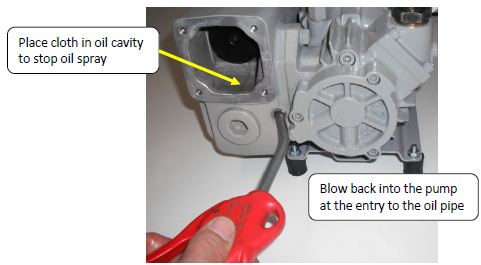
The cleaning method will vary from one pump make and model to another. Ideally get a copy of the pump maker’s exploded parts drawing and indentify the components of the oil return circuit. Once identified, dismantle the oil return circuit and clean it thoroughly. In particular, look out for a restrictive orifice and use compressed air to blow through it in the opposite direction to oil flow. Here’s the procedure for the PVR EM/B series of pumps often used for composites work:
Feedback or queries on this note?
We are keen to improve the accuracy and value of Vacman’s Notes. If you have any feedback or queries regarding this note, or would like to suggest new topics to be covered, Vacman would be pleased to hear from you! Please comment below! Or email [email protected]