The ideal outcome when using the resin infusion process is for the resin to completely fill the laminate, but not escape from the vacuum bag. In practice, this ideal can be achieved with wide flanges around the perimeter of the mould and generous width resin breaks prior to segmented and individually controllable vacuum line(s) around the perimeter of the part. 
However, if infusing with moulds previously used for hand lay, wide resin breaks may not always be possible. When prevention of resin discharge from the part cannot be guaranteed, a resin trap must be placed between the mould and the vacuum pump. This is because resin ingestion is almost always fatal for a vacuum pump! At best, a resin filled vacuum pump will be extremely difficult and time consuming to clean.
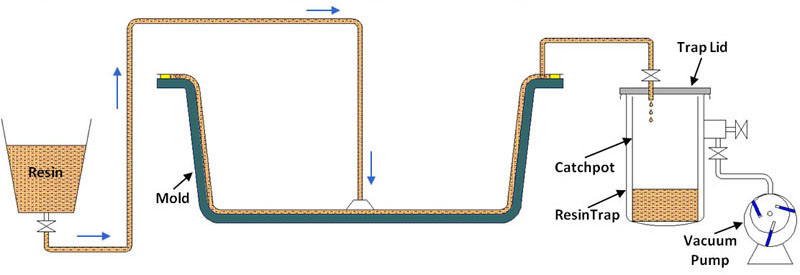
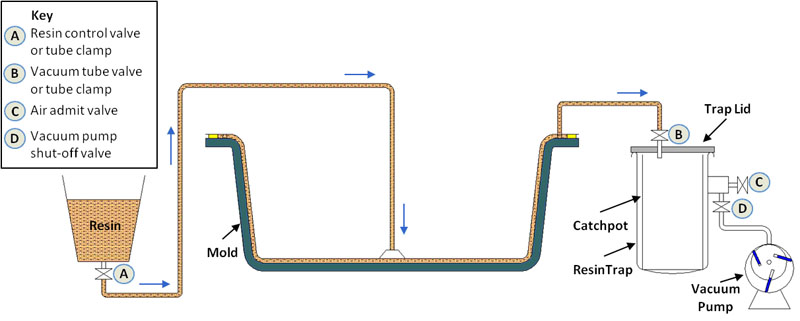
A simplified resin infusion set-up including a resin trap will look something like this:
What if the catchpot is not large enough?
Apart from the risk of liquid resin overflowing the catchpot, bulk resins can generate high exotherm temperatures. In the process they are likely to generate tarry foams which can expand many times in volume. In severe cases the resin will catch fire and emit noxious fumes. The adjoining photo shows 8 kg (17.6 lbs) of exotherming epoxy resin beginning to expand and overflow a 12 litre (3.1 US gallon) resin catchpot. 
A serious resin overflow like that shown could result in the destruction of the resin trap and the vacuum pump – and could well lead to the loss of the part being infused. Such an event would be a bad day in the life of a composite shop, but disasters like this can be avoided if the following sequence is observed.
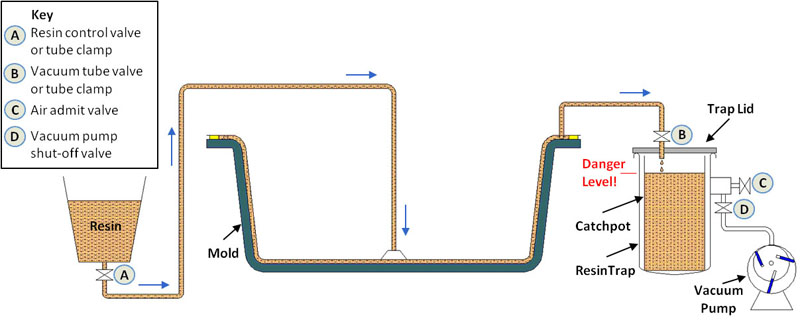
Let’s look at our simplified infusion set-up again – this time with the resin catchpot in danger of overflowing.
To safely empty or replace the catchpot AND SAVE THE PART FROM LOSS, follow the sequence below.
WE SUGGEST YOU TAKE TIME TO UNDERSTAND AND PRACTICE THIS PROCEDURE BEFORE YOU NEED IT!
Step 1
Have a spare resin catchpot standing by and be prepared act promptly as soon as a catchpot overflow appears likely. The ideal time to take action is while the resin remains liquid and before it begins to exotherm.
Step 2
CLOSE valve A or apply tube clamp to the resin feed line.
Step 3
CLOSE valve B in the vacuum line from the part to the trap, or apply tube clamp.
Step 4
CLOSE valve D. This shuts off flow to the vacuum pump – but leave the pump running.
Step 5
SLOWLY OPEN air admit valve C to avoid disturbing the resin in the catchpot.
Step 6
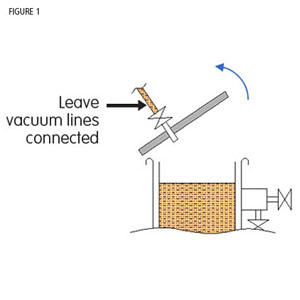
Cautiously remove the resin trap lid and place it to one side – leaving the vacuum tubes connected (see Figure 1)
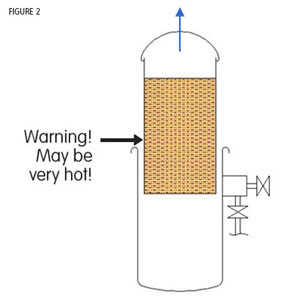
Step 7
Remove the catchpot, taking especial care if resin has started to exotherm. The resin could be hotter than 200 0C (400 0F) (see Figure 2)
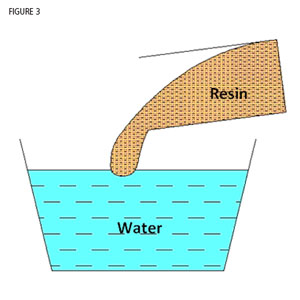
Step 8
If the resin is liquid, carefully empty the liquid resin into a drum of water. If already gelled and there is risk of high temperature exotherm and fire, submerge the catchpot completely under water. If need be, apply a weight to keep the catchpot submerged. (see Figure 3)
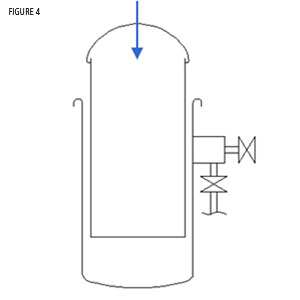
Step 9
Replace empty catchpot, or install a new one. (see Figure 4)
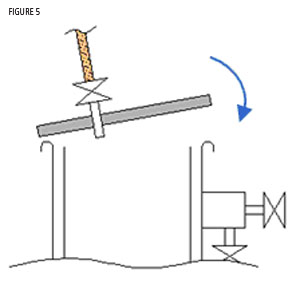
Step 10
Refit trap lid. (see Figure 5)
It will now be possible to restore vacuum to the laminate and restart the infusion. With reference to the schematic, proceed as follows:
Step 11
CLOSE air admit valve C
Step 12
OPEN valve D to vacuum pump and restore desired level of vacuum in the resin trap.
Step 13
OPEN valve B, or remove tube clamp and restore original vacuum to the part
Step 14
SLOWLY OPEN resin valve A, or release tube clamp slowly.
AS NOTED EARLIER, WE SUGGEST YOU TAKE TIME TO UNDERSTAND AND PRACTICE THIS PROCEDURE BEFORE YOU NEED IT!
Feedback or queries on this note?
We are keen to improve the accuracy and value of Vacman’s Notes. If you have any feedback or queries regarding this note, or would like to suggest new topics to be covered, Vacman would be pleased to hear from you! Please comment below! Or email [email protected]